Download Research on Fatigue Strength of Aluminum Sheet with Spot Welds and more Lecture notes Aeronautical Engineering in PDF only on Docsity!
ARR NO. 3F
~ .,.~wm’P@’=-=----=-.*.., @ T.
&. F - :%7 ~imwb-”...^ ---^ ,,.--^ ..
NATIONAL ADVISORY COMMITTEE FOR AERONAUTICS
‘ Wm’lwm Iuu’’olrr
ORIGINALLY ISSUED
June 1943 as Advance Restricted Report 3F
FATIGUE CHARACTERISTICS OF SPOT-WELDED 24S-T ALUMINUM ALLOY
By H. W. Russell, L. R. Jackson, H. J. Grover, and W. W. Beaver
Battelle Memorial Institute
‘\ ~ ., (^) ,. ,.,^ ,., ,,.. ,., : ,,, ,,, !;,,:} (^) Av;; ;.,,.,,1,,, , ,, , h ,:..^ ::,^ .1...^.
. ‘ .,.....-/.::,.. :,.: ,, (^) : i ,;,. ,-.
N’ACA ““”
-. —-. ---. ..— ...—
WASHINGTON
NACA WARTIME REPORTS are reprintsofpapersoriginallyissuedto providerapiddistributionof advance researchresultsto an authorizedgroup requiringthem for thewar effort.They were pre- viouslyheldunder a securitystatusbut are now unclassified.Some of thesereportswere not tech- nicallyedited.. All have been reproduced withoutchange in order to expeditegeneral dktribution.
m 7....
..
: Illlllllliminllllllll; 1—-——.—-^31176014034743^ .— ,
ADvAmE KEsmo!m HEPCU?.T
....^ l%TIGUZ CEAMC15RIS!?IOS CUfSPCW-WEIJMD 24M!^ ALUMYXUH AILOY
~ H. k’.Russell, L. R. Jackson, H. J. Grover, and W. W. Beaver
The results of this investigation ~ be summari.zedRS f Ollowe:
- The static ehenr strength of spot welds in lap joints of 24S-!!! alclad Increases with increasing sheet .thlclnmssfor thi.clmesses in the range 0.025 Inch to 0.C32 inch. This ln-
creeme in ~tatlc stren@h of spot welds QSO i~ evident in the
fatigue properties. At 10V stresses (low life), varictiona in spol+wold quality appear to be not sc important as in static te0t6 or in hi@ stress (short lifO) teets.
2. The ut+aticdmmgth-weight ratio of ~tlffmedpavel sections in which the sam stlffe~nr is used with pmels of various thiclmesces is found to be highen for tiiinsheets than for thick ones. This is in ~rocmont with romlts obtained by ;~reviousirrestige.tors. The low stresg (lon~~life) fatl,~e etrongth-wei,-~tratio, however, she’+ an apposite trord in the range of sheet thickness from 0.K’5 to 0.C51 inch. Tnn reason for this condition ie that Lhe lowstrese-fatigue remlte follow the same trend &e tne start of buckling in tho material, ,anda thickar e!heottends to raise the stress at which bucklt:g starte.
3. The presence of Unstroseed ‘lscabn cdmets attache?.by
spot welds causes slight reduction in both the static yield strength and tensile stremh with considerabl~ greater reduc- tion in ductility. The low stress (long life) fatigue strength of the sheet does not aFpear to be altered tn a~ Great extefit by the presence of spot welds, since, in tests of this type, failure usually occurs in the >Inch-radius fillet joining thciends and the test oection of the saqle inproference to tho region almg the line of tho spot welds.
..-.
by the Uurtiss-Wright Corporation through the cowtosy of Mr. E. S. JenldnB. Tho spot-welding and tho X-N examination of .woldawere &.ne a.tthq.W@dlng Laboratory at tho Rcrmnolaor Polytechnic Instituto under tho dir~ction of Doctor 1’.F. Hess. l%nsile and pack compression tests on coupons repremntative of the sheet material were conducted lzvthe Aluminum Comwmv of Amorlca
I.
through the courto~ of Mr.-R. 1. Templin. - -
5Z!STSON SPOT--:~ LAP JOIN.!!S13 TIUSIOfi
Matoricl Uso~ in Making Samples
havo boon mu- on aamplos mado from 24&T alclad In ‘&roe thicboaaoa: 0.025, o~032, and C.@+O inclh. Sinco primary intoront ia in the spot weliia,tho ~roportioa of tho shoot rstcrie.1itaclf wore ctudied only onougk.to insure that tho CO ia roproaontstivo of ito claac of material. Static tents woro run in tho Alu.ninumRaoonrclhLnboratorloo throu~”~ the c?utoa;’ of Y!. R. L. !%m..)lin.(ScU aypondix I.) Tnblo 1 mhowa tho re3ult8 of il@913’UrWflOiltC on ter3tcouyma from tk.o particular ahccts ugod in uckir~ the l:tpjniat ~pocimena. Goncral consl~laionaare th:t tho tengilo strcrgthe, tho ylold atrc:~tha, nnd tho elong&tion~ aro equal to or greater t’v~n typical valuoa for 21+f&T alclnilud tilattke diffcroncos in temilo pr~pcrtloo aro nuch aa wmld bo rmrm%lly o-~ectc?l fm siveral lcta of shcot.
Syot-Welding Ilotnils,Construction of Samples,
and Static Teat Results
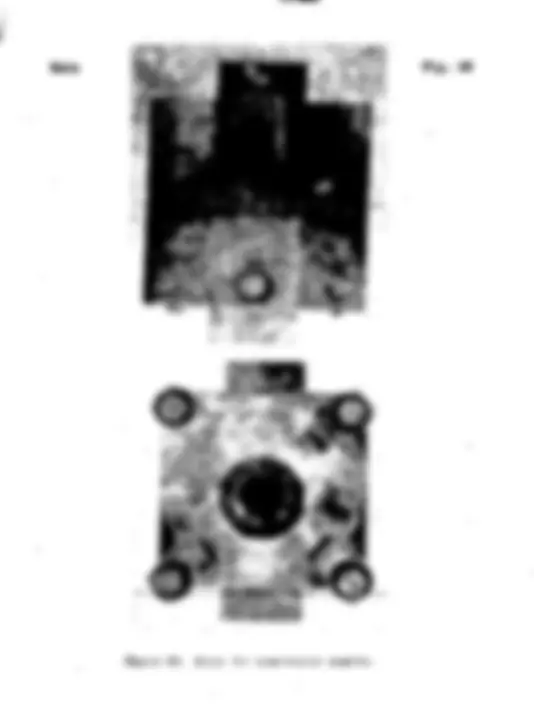
The lap ~olnt tofitpiocea consisted of stri?~a~ inchoa
lcngby 5 inchoa wide, out psz%llel to the direction of rolling
and joiaod by a lap joint with a l-inch ovorlap. For oaoh thictionm, two weld apaci~-a, 3/4 inch and l+ inches, wero uaod. In both carma, the si~o line of spots waa contored In tho l-inch Cvorl=p aoctlon. B’lguo 1 is a photograph of a typical EISXL@O.
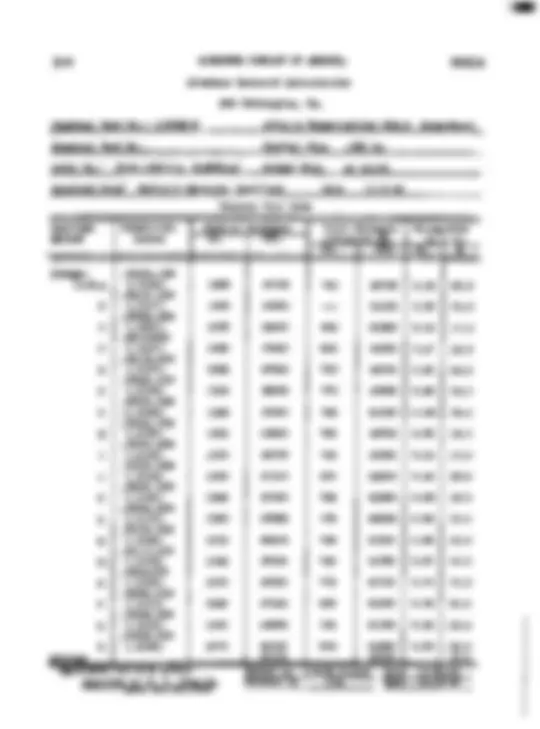
Tho spot-welting on 93.1test piocoa was dono at the Ransaalaor Polytechnic Inetituto. Table 2 smmarizoa their Information on surface treatment and on ~ot-welding comlitiona
—.— .— (^) -—.—. n (^) m n -I -H~IUII n Im =111. I -,, (^) n Ill I mI Imm
for the shoot used to make the lap joint (and that for tho G strossod attachment) fatigue test specimens. The^ lact cglumn of tho tahlc gives thofr rosulte for tests of tho static ehoar strength of shglo spot test coupons. The values compare reasonably with those given by E. C. Eartmann and G. W. Sticlfley:
nCMQ~, 220, 305, ~d 430 pounih For ~ot for tho 0.02>, tho
0.03L&, Pmd the O.@@- inch shcot. (Sno rcforance 2.)
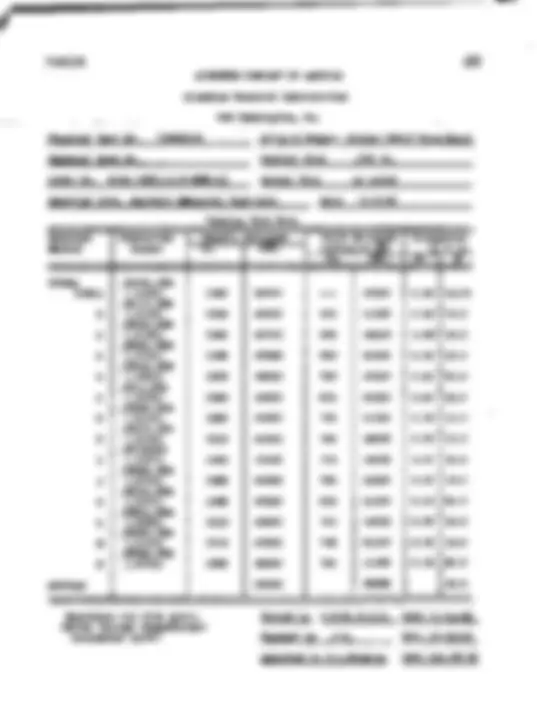
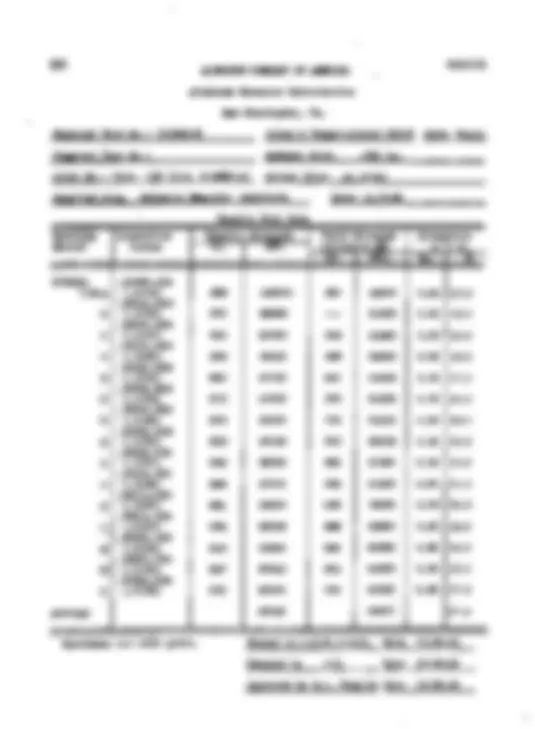
Static tests on sanplcs of each class of tho lql joint spccimons wcro maiioon a 200CG0-souad ileldvinSmthwark tosti~ machine, u~i~” tho samo gripo @ad locding technique au for the fatiguo tests. The results of thoso tcctn aro given in tablo
3= It iEIovidont that tho ru~turo load in poun’% ?crrspot
agrcos with tinovolucs given by the Eeassolacr Polytmhnic In~titato for touts on oinglo spots. In gon?ral, for tho wido test spacinonn, tho failuro stro~th hp~un{ls ~~r ~d is anallor for t!hcJ/&inch s~ot-wzld eFacing thrn for tho 1$- imih S--actig.
Moacuromoats on weld size, shape, qmcing, an?.Tonctra- tton have lccntio for sovorzl samples of both r.c-f=nd fRilod epccimcns and aro rcccnlcd in detail in a later noctian of tkie report. Zlm goncral roeults am thoso:
~. The lergmt vclib rclativo to sh-ct thtcbos~ wwc in tho 0.025-i-xh ehoet.
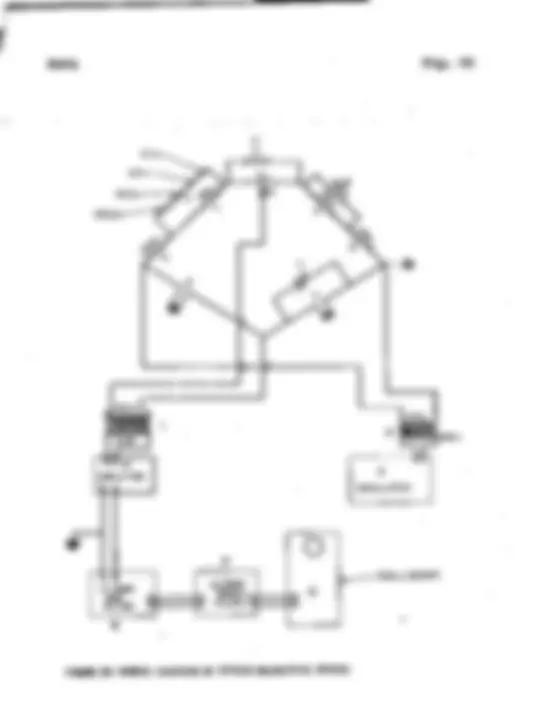
?iothodsof Fatiguo Testing
Tho details of tho methods used in runshg tic fatig~o tests aro given in aypo=dix II. As int.icatcdthorcin, it is boliovod that lend vdzos tirogot =d uaiiitainedto about *
pounds or to 3 yorcar.tof tho load, vhichover is lnrgcr.
Tostc with oloctric strain gago~ comcatod on cy~lcsite‘.dgos sf WUL@OS inticat.othat load is t!losamo on c~posito odgcs within limits of 4 porcont or bettor.
The criterioriof failure is a decreaco in maximum load of about 430 ~GW-i@. (E05cnt improvcnonts in tlhocut-cff
.. (^).. (^)...
L
6“”.^.^ .,
for the 0.025=inqh sheet and”the 0.~32-inch sheet with lihel+ inch weld spacing. It is helievod &
$ this is due to a vari- ation of weld size and penetration, this probability is^ “ discussed In ~me detail in the following section on Examina- tion of Spot Welds.
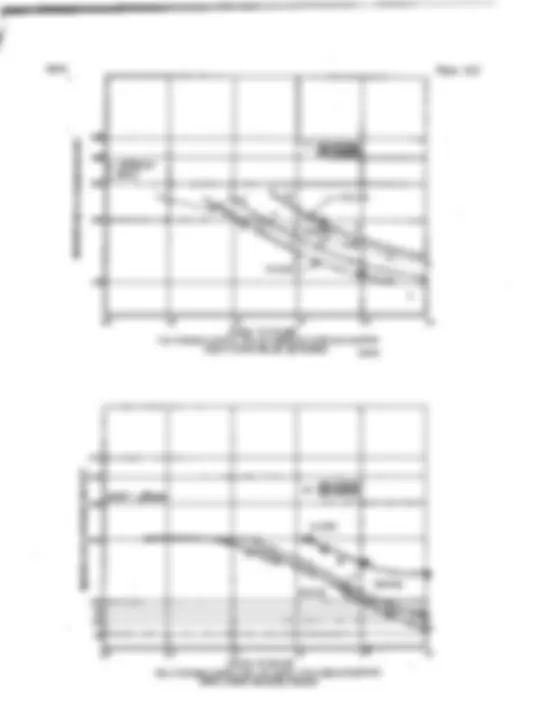
Figure 10 shows, in another wqy, tho effect of dheet thickness on etre.ngth. Strength to failure ia ~lottod against sheet thiclmess for (1) static failure, (2) fatigue failure for a life of ,000,OC’Ccycles and for two different stress
ratiofl,and (3 7 fatigue failure for one ~tregs ratio and a
life of 50,00C cycles. !lhatthe logarithmic plot gives rou#hQ stral*t lines of the samo sloye suggests that, ~proximatcly, the ‘percent” increaso in ntrmgth witiaiacroasing sheet thicb ness is the same for fatiguo as for static failure.
As will be dlscussod later, there wore more accidental weld variations in the 0.032-imih sheet than in tho othor two thicknesses. R’iguro10 show that this offoct of weld varinhility is a.myarortu~mm?o evident in the static tcsta a?d high stress fat:guo tests thnn i? L\e low stresc fcti~e tests.
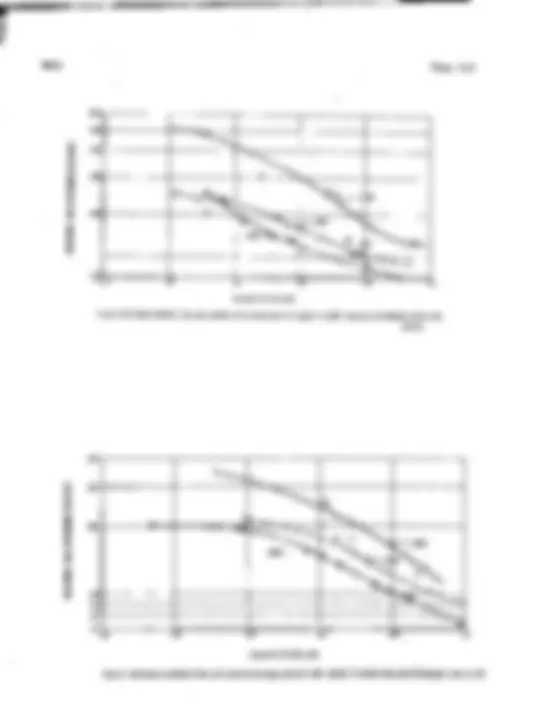
E’igures11 to 13 irdicata the effect of rmge in stres?.
In 8ach figure, tkc amplit”.zdoof strees vs.riatim (i.e., oiic- half the stress rango from minimum ioad to mexdmum load) is plottod against the me.amlor.ilfm constant life. Aocordi~ to J. O. Smith (reforcncc ~), tlnoa)l~wablo altornmticg fitross rerygeshould diminish lizer~lp-with increase in mean lo~d either for axial tension stresses or for she~x streams when stress raisers (?.ospot welds) are pro~or-t. A^ ~enoral obseh
vatim from figUreS 11 tO 13 is that the censtant lifa li:-.os
are concavo upward. This curvature makes it difficult to ex- trapolate to compl~tely reversed stress values b~ extedicg a straight lino from th static lltimate Val’uoon the mean load c.tigthruugh a net.of points at constant life. Suclh lin9s, however, hnve been dravm through ~oints at the highest stress range used (corrcspondirg to a stress ratio cf 0.25). Tablo 10 gives the extrapolated values for tho 0.03&inch sheet a’.dratios of those values to the static Ultirito. Fm compwrinon~ corrosporxli~gvalue; and ratios fron data taken at the Aluminum Tk!sserchLnborat~rics mro given.- (See refer- ence 2.) IIc~~at significance attends the comymisoa since the test conditions are qlfitedissimilar. The Aluminw. Con- pay datn are for single spot samples with altarrati.n~curront
..
welds teutod on a rotating besunmachine with completeb rtworsed stress values. Moreover, the extrapolations used to obtain cow parablo values from Batt.dle,data aro beli~ed to be unroJiable. -
Examination of Spot Welds
Motellographic Examination of sectionod spot w61dEIlndi- catod that the spots wero~ In marq-caeefl,”elliptical and there wae considerable variation in weld penetration. Figure 14 shows aoctions along the two ma$m axeu in t;~ical spots made in 0.02% and 0.032-inch shoot.
As indicated in tho figure, it was typical that tho weld dimensions im the 0.032-inch sheet showod moro variation tka in the 0.02”Yinch shoct. The weld dimensions In tho 0.032-inch sheet varim?.ovor a rango of about ICIpercent In penetration and ovor a much wider rmgo in width and length. Some unwcldod spots wore fourd. The spots ~~Oa^ 1+ Inches had,^ in^ enoral,
somowhat groat~r weld ponetratlon than the onos with 3 f&inch
spacing.
Variations in weld dimensions arc refloctod in fntigue roeults, as shown in table 11. This tp.blebrings out relations between the avorago weld. dimensions and tho fatlguc records of individual oamyles.
!Ihodata indlcato that tho weld penetration Is tho impor- tant v=lablo at low loads where fatigue crachs in the sheet provido tho mechanism of failure. At higher 10SU2Swhore tho welds fail in shoe.r,tho area of the weld at the f~ving surface Is tho deciding strength fnctor.
~i~-e g Shswe fatiguo curves for the 0.C32- mnd tho 0.02~- Inch shoot plcttod on tho samo figure for an R value of 0.25. It will be notod that the curves cross at high loadO. Motallw raphic examination of the welds inilicatcst-hatthone in the 0.025-lnoh sheet with l$i-uoh spacing are long with little ponc- tration; while thoso In tha 0.032-inclhsheet were somewhat slhortarbut penetrate dmpor - the net result Is that, at high fetiguo loads or under stath loadm, the two havo nearly tho samo stro~th. (See tablo 3.)
At lower fatigue loads (longer life), tho effect of the deeper welaponetration in tho 0.032-inch daeot bocomos evident,
hur thlcknesms of panel mm used: 0.025,0.032,0.040,and “
0,051 inch. !lablo12 gives data on test ooqons from tho partic-
,,. ...... uZar eho@s^ used In making those panels @^ indioatos normal te~ silo proportion for the ‘kateri&l.
Two spot spaoinge wero tmtmd for oaoh panel thio~es~. For
onos tho spot spacing was 3/4 i~ oxcopt n= tho ends whero tho epoto aqo looated l/g, 5/$, and 1P Inches from tho ends. 3’ortho socond””typo~spot spacings woro la hohes oxccpt again near tho otis where additional spots, epacod as described above, were in-
sortod. Tehlo 13 wmmari%cn the welding conditions reyorted by
tho Roasselaor Polytochnlo Instltuto for them oo~rossion test sallrploOe
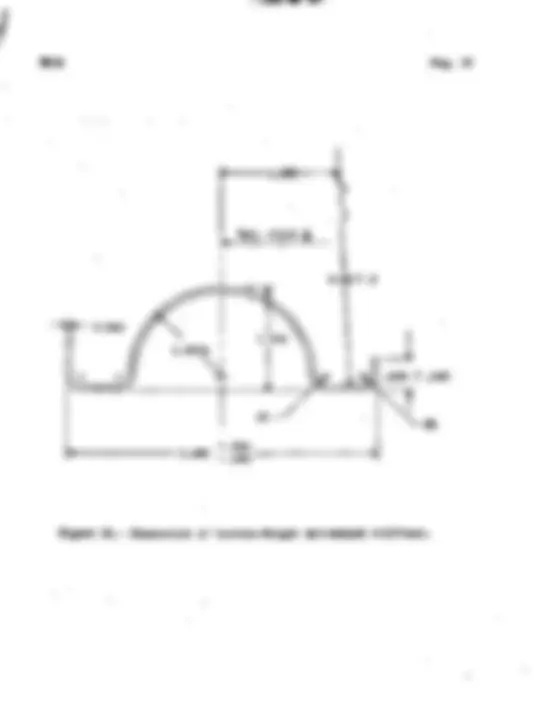
Ih.-o 16 illustrates tho atringor ~ection used. Accoriiing
to tits ftxrrichedby Curtiae-Wri~ht, the controidal @s of thio section i~ 0.-@5 inch from th.?bottom of tho hat, tho momont of inortin croucd the controidal axis is 0.0301 inch, findthe area of tho noction ia fi.16?Inch. we completed Fanel soctlons wero all appro]-i.mntoly15.gS inches long eftcr equnrirg the otis. ~iguro 17 illustrates the complete test spccixon.
Stntlc Tcstg on Stiffon9d Pancle
Table 14 mum,mrizcs the results of stmtic comyres~i.on-tooto on tho varicu~ tyycn of praels. In tablo 14, tho area A IE tho total area of stiffoncr plus panel; whilo tho area Al in ~.hor.oa of the .stiffencrplus an offoctive nren for the panel. Tkis cf- fectivo area was computed by using cn off~ctive width of ~mnol from the formula
~~ = J.&t %/” whoro
tilftotal offcctivo width
t panel thiclmess, inches
E modtiuo for 24S-T alolad (10 x 10e lb/oq in.)
and
fc crippling stress for stiffcnor alono (^) (35,~O@ - lb/r.qin.)
Eigures 18 - various t~oa of panel
show the atrosa-deflection Wagrma for the and the atiffenor section. In theso figuroa, tho aroauaed in ee.ohcase for computing the atroasoa waa tho tote. aaoa A of atiffcner plus p=.el and not tho offoctivo area A’. Tho
data in tahlo 14 and figuroa I-6 and 17 indicate tht, as far as
static strength is concernod, a %ettcr atren@h-weight ratio la sccur”d throu@ the uae of thinner panela. (S00 roforende 4.)
This has bocn Fointeil out previously.
Several attanpta wore mado to get n dofinlto picturo of tho bucld.iqgpattorn ~.ndto cstimato tho zumbor of bucl~ing wavon in caoh tyyo of stiffcn~d panel used. Thoro was cvidonce that (1) et high loads near static fallura~ a difforcnt Fnttorn occurred than cit..tho lower loada coimnonin fati=me, and this was more evident for tho larger weld epaoing: (2) the pattarn wsa affcctod in sizo (i.e., tho nmbor of buckdiag waves) by ‘gmnclthiclmoss but not by spot sgaclng. !Jhotdstemcos botwocn succcssivo ?ligh epota (~on~ a lino thrc@~ the ccntor of tho pmcl cad directed longthwiao of tho ehoct) avor%god 4.0, 3.5, 4.5, nnd 5.5 inchca
for a~lcfJ with .w.nolthiclmossoo Of 0.025,0.032, O.@M?, end
0.051 inch, rom~octivoly. The difficulty in a moro accurate ovnluction of tho ynttorn was pnrtly that tho ampl,ss woro so short tinattho influonco of ond conditions (whioh varied aomo- what) obmurod details.nf the pattern.
Mothodg of Mdlng Il%tiguoTeats
A doecription of the testing mnclhinesand of tho tcchniqms employed is given in ap-pondixII. Tho proci~ion cf lm.dir.gI.w.a about +1~ pounde. The criterion of failure was the breaking of any ono weld to much m extent thr.ttho panel was th.onconplotol.y freo from ita atririgor. This Wag l.lstih~m.lfficient tO CiLUSO
a drop in load of 430 poundn or mcro.
Rcaulta of Fatlguo !i!osts
Tho fr.tl~aedeta m ‘&e stiffmcd Fanclfllor.dcdin com- pi”COaiOncro mxwa.rtzd in Ixibloa15 to M. Thoao tnt.’.P.rc plott~d ~.sl~ad-life curvo~ in figxwoa 2C and 2?L.
F@zre 22 ah~wa the static ctrongth to failure, tho fatiguo strength at 1s000?000 K’cZosS tho fatiguo atrcngth r.t50,POC) WC109, and tho ctctic buoldlingstror@h^ pl~ttod a@nr;t^ ~~and
—- .... - (^) .,, .,.,, ,m-m,, m,,,,.
. Sectioning normal and parallel to tho direction of ampli- catlon of stress showed no fundamental difforcncos in tho phc- nomona ohsorved. Sometimes cracks appeared in one direction and sometimes in the other. Differences here could not be hvostl- gated fully hcause of the impoaaibility of sectioning the mmo 6pot two Wqnl.
Figuro ~ shows the formation of fatigue cracks at tho dcladprotNsion of a weld which was quito a distance from the zone of complete failure. This weld^ ia cracking RI.ongthe brittle cutoctic line”at the porimotor of the spot weld.
Ocnclusf.ons from Tests on Stiffened ?e.nels
Several crack pattons were found in wolda of failed specimens. Tho vnriation sooms to depend upon tho position of tho weld cmomined with reference to the loc~.tionof failure. Exnminction of tho welds suggests that both tension ~md shenr atrc8a
creaOing than for however,
wero present in tho welds.
The static crippllng stress values decrease with in- panel thic~oss cad are lowor for l~inc!% weld spr.cing 3/4-inch spacing. The stress at which bucKllng begins, increases panel thichess.
As if influenced largely by tho buclding strossos, the fatigue stress corresponding to a life of 1,000,000 cycles in- tree.soswith incroashg pnnel thickness. For fatiguo failuro c.ta life of 50,000 cycles, tho dependence on thickness sooms to be between that for Mnger life ad that for st~tic fciluro.
III. TESTS ON TENSION S.MIJZS WITEIENS~SSED ATTACHMENTS
Materials, Tsst Pieces, Rnd Static Tests
Unstressed attachment-typo tension fatigae tad snmples
were made from 24S-T alclad in throo thicknossos: o.c25,0.032,
and 0.040 Inch. Table 19 gives data on test coupons from the
pc~ticuhr shoots used in making these test plocos and indicates tho normal properties of the sheet.
Tho samples originally consi.stodofpieccs 17 inches long
by 5 inches wide, each having a l-inch strip of the samo thiclmoss
—-
eheet* faetoned by a mingle row of spot welds acrom a center line in a direction porpondioular to tho axis of lending. Two spot-weld spaoinge, 3/4 *nob and 1+ inches, wore used for each thiobess. Sinoe early teata tidlcated that,the.unatzoaeod at- taohmont did not weaken the ehoet so muoh as did tie holee drilled in either end for faetenlng in the grips, the oentor
seotion had to be reduced. Ii’iguro 30 show! lib final form of
test piece adopted. l’Totothat tho soduotion in section dol.eted two of the original spot welds, so that four welds wero loft for tho 3/4-inoh spaoing, and 2 welds for the l~inoh epaoing.
Tho spot--weldingconditions e~a toste on single 6pot samploe
made at the Rensselaer Polytoohnic Institute nre given In tablo 2.
Stati.otension teets woro made on a 20,000---oundBaldwin. Southwark testing maohine. The speed of tostlng was 0.01 inoh
per minute within tho rango of the recorder and 0.06 i:lchper
minute (beyond yield point) to fallure. Stress-strain curves were taken for eaoh -e of sample but allowno effect of the attachment ploce except for tho low yield stroes. (^) Tnble 20 shows tho results of these static tests. In oad!hcr.se,static failure was by a break ncroiis the li~e of welds.
Fatlguo Tests on &m@os with Unstrossod Attaohmonte
Tho fatigue tests were run, using tho same technique r.s for tho lap #olnt samples. There WLM3no question ns to n crit* rion of failure since, in virtually ovory case, failure WRS a complote bronk nntl tho lo~.ddropped to zero, so thcnttho nuto- matic cut-off stOpp~a zx-.chineml counter.
Early runs wore mado on somples with a l&inoh-rn.dius fillet. Shoe smorel failuroe ocourrod in the fillet or so near It as to be influonood by its stress concentration, the rrdlus wcs in-
creasotito 3 inohos, whioh is ~ear~ ~e largo an ie rensonnblo
for the size of tho orlgind. strip and for tho sizo end noodod for the grips ueod.
~ an error, eomo of the 0.025-in. samploe had strips of 0.032- in. sheet attwhod. Suoh samples -o notod in tho te.blosof results. (^) !lhorois no ovidonce that thie affoctod the fatiguo rOSUlt S
-----.. .~~ “ -
. (^) Conclusions 1. In static and in”high strestafatigue tests, failure alms occure along the line of welds In preference to failuze In the >Inch.rndius fillet Joining the ends of the test pieoes with the center test section. This idlcates that, under these loading conditions, the atrese concsntrntion producedby the spots is h@mr thmn that prcduced~ the fillet.
- In low stress (long life) f~.ti.=-eteat%failure nlways occurs In the fillet in preference to the line of spot welds. This indicates tk-.t,under low Ionds, the strese concentration imposedby the fillet is higher than that nroducedby the welds.
3. Invi~of the results above, It nppears that spot
welds in scnb sheets do not serioue~ weaken the materiel on which th~ nro formed, so far RS fati~ue strength ie concerned.
IV. COBRELATIZ! 01’FATIG~ =OPEFJiTIESWITH i~AILURGIOAL
STEUCTUIIE&lD GEOMETZY OY SPOT WEIillS
On the three ~pos of snm@es investigated, lap Jointo, stiffened pmels, rmd umtrosend ,attnchments,it wr.sobgervod the.ttho fp.tlguecracks prey.cyted themselves throug??different structural rcglons in tho spot weld under the various stressing conditions ~rescnt in o.achtypo of specimen.
The inception of fatlego fr.ilureoccuro In most cnnos P.t the pro~ection of the Internal c,lcladinto the weld slug. A nucleus forms here. This protrusion is a mechnnior.1not& surrounded by a materi.nlof 10V strength (2S cladding - tonmilo strength 13,000 lb/sq In.). B’urthormore,the notch effect ~ be intensifiodby piping, by oxide nccuwlatdon, or by forcing tho dmots qmrt by blown metal (nopittingn). As all YLOSO effects can, and meetly do, occur at tho al.clndprotrusion, in- ception of fnilme is usually locnted nt this point.
B’actoraoposhg failure r.t*-o Flclad junction in the weld are scvero ecratchos on tho alclad outnido of tho weld, but in a highly strosso~ riqgion,coupled with tight bonding of the cladding on tho f@ng eurf%cos just outnide of the weld in the coronc,region (mechcnlcdlybondod ring &round weld slug).
I .,.-—.. .-—...... ..... ... .. —.. —
TO secure a bond sufficiently tight to prevent rupturing in fatigue, the pressure which must bo used is usually enough to indent severely the outside eusface of tho spot. This will causo failuro an a line from the notoh cauaed ttythe electrode indenta- tion to a scratch in the alclad in the plane of tho weld interf%co. This typo of fallum Is rare with modozn welding practice, as severe indentation is avoided.
~lo fatiguo crnc!:, once started, w propngato in n nunber of diroctlons, doponding on the naturo and the extent of tho strossos applied. Cracking can, thercfore, take plnce in the oquiaxod-grained contor area, the surrounding dendritic rebtion, or the heat--trontednroa r.roundtho once-moiton weld slug.
Under heavy s’learfntibme loadg, failure tnke~ ~laco within tho oquimxed-gmined ccntor croondo.~ t~e lntorface of tlhoweld, but, for ligfiterlords, tbo crnck travels ncnmwl to this diroctdon through the dondritic region to tho outer alclnd. Thero is somo ovidonce (am lap joint tests) tlmt a grcntcr nmount of dont?rltic stracture, RS fount! in mot welds with much pcmotrations imprwos fntiguo rcsistn.nco. The dcndritic region, containing the most ductilo metal in the slug, is r’.pparontly moro rosistmt to cr,wk propagation thn tho surrounding.wrought dural atructuro.
Under torisionf~.tiguo,ES observod in tho unstressed nt- tachmmts, t.?.?ecrack= follow the edge of the weld until the dis- tance betweca tho outor surfaco and the crack is very short tad tho creek brorks through. T2he region at tlnoshell of tho weld is quito brittle as incfjiout uolting of the mntorial next to tho weld pool, solid eolutd.onmelting along grr.inbountizios, ~!d intrueion of a ccppor-rich outoctic from tho weld pool has tnkon piece in this e~ea.
Spot Woih in 245-T alclad aro not very strong in ~ongion,
aS thc ratio Of static tonslon to sh0r3 iS O* 0.29.
ruferonce 5.) This rr.tie,which is given ns a ~casuro of duc-
tility in e__otwelds, is low for 2~+S-T.nlclndbocr.ueoof tho brittle zone surrounding tlloweld, which hss nlso bocn shown subject to crack prop:’~tion in tonti~n fatigue. (^) (SOC urstreeoed attc.chuontsection.)
In goncral, it can be said thct welds with Km ~mp.test ponotr~.tions,snout of &.ndritic ntructuro, ad diamotor pos- sible, will prove ntrongost under dyimnic lor?drg. It hr.sbeen found thnf static shear strer@n increases with ticrcrsod
The object of these testswas to determinethe tensiloand
compmesive properties of the alclad 2@T eheot used In the
preparation of spmo spot-welded structural specimens tested in fatigue at tho Battdl.e Memorial Institute.
Wterial
The materiel sub.littedconsisted of dupliceto test coupons 1 inchby g inches in size cut longitudinally from each of 55 pieces of slheot,as fbllo~rs:
Sheet Identifier.tionsymbol thickness (in.)
376~~+5-12A to -C 0.
-11-A to -R.
-S-A to -1?.
-7-A to -O .
& -10-A to -I!!^
I
.C
Proceduro
Tonoilo test apocimens were nnchicod from one of mch pair of the test coqons submittad nnd wore tested, using the 1000- and 2000-pound rmngos of an Amsler 20,000-pound c.npecityuniver- sal testing mr.ohine(typo 10 SZBDA). In each of the five groups, a tensile stress-strain tast was m~.deon at ler.stono specimen,
using the Huggonborger tensometors with a O.5-iImhgwo length.
T!m yield stmugths of tho romainhg tensile spacimons wore “
detmmined, using a Tomplin autographic extensometor. (See rcforonco 6.) In all tests, the yield strm@h was detmminod at 0.2 ~orcont offset.
mll~llllll 1-1-11 I II d mmllmlm Ill llm-~~=-”
A aomprossive stress-strain test was medo on ono specimen from oaoh of the five groups, using the test coupon correspond- ing to the one on which a tensile stress-drain test had boon .=o. Each conrpreasiva.test wae”nado in the Mcntgcme~Templin
single-thiclmoea fixture for tostlng ehoet. (S00 rofarenco 7.)
Tho teste wore redo, using the 5000-pound range of a 50,000-
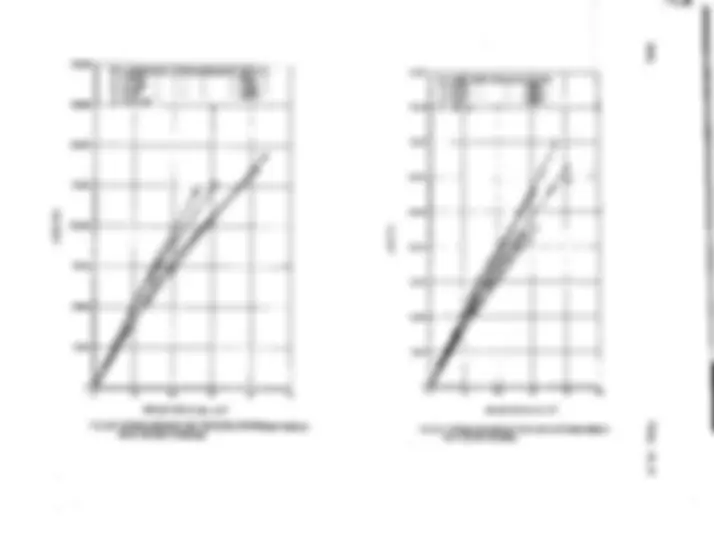
ound oapnclty ScuthwarbTat o-lhne~ universal teating machine sor. no. 5HE-162 ), and etraino were moasurod with Huggen- berger tensometore (2000X) with 0.5-inch gage length. The ~iold strength was detorminod at 0.2 percht offeet. Diecuseion The results of tho indAvMual tensile and teets cro found”in tahloe, figures, and data. corxprmeive StreOe-Otraln curves in tension and coapraeaion for ono sample from each of
tho five groups of Ekoot nro shown in figures 1 to 3. Tho
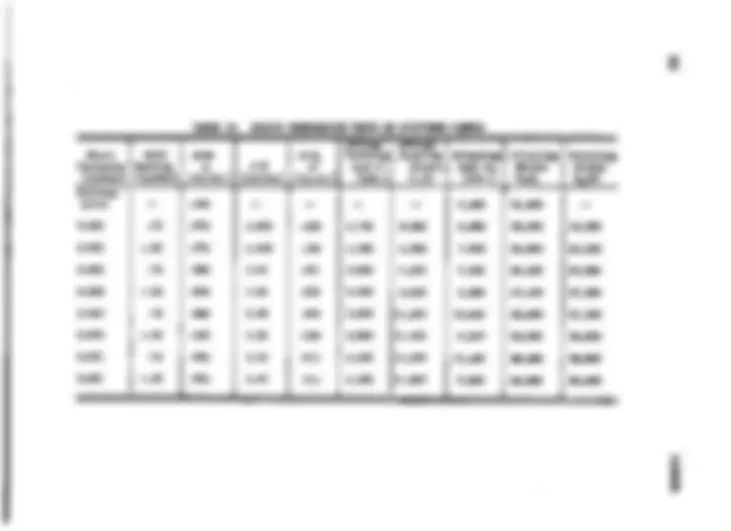
teneilo r.mdccmprossivo atross-strain curves for corresponding WXY1OS woro grouped togothor to show direct comuarisonsr “md onch flgum contnins tho curves for one thicknoes of shoot. Tho results of tho toneilo tests are smmmr izod In tnble I. This tmblo shows the nnximum, morsgo, end minimum voluoe obtalncidfor onch of tho five groups tostod md also tho number of toets in each group. All L%o mntorial wns found to soot
the roquiremonts of Ibdcral Spocificntion No. w-A-362 as fr.r
e.stonsllo prcportioe aro concornod. In fr.et,all tho tonsilo etrcn.qthe and yield strongtlhsexcoodod tho publlshod typic~,l values for Ucoa .nlclnd24$T ahcot, cmd tho avornge values for each group woro at lenat oqw~ to the published T ical vduea for Alcoa alclad 24- dhoot. (See roforence g. The olongw tions gonorsJ T were equal to the published t’ypicalVFIUO for Alcoa alclad 2 S41! shoot and considerably abovo the @pical VOLUOS for Alcoa dclad 24&E!C shoot. Tho results of tho toneilo cnd the compreseivo otross-strnin teets am summar i~od In tablo II. As shown in this te,blo,tho ratio of tho comproesivo yield strength of the samples tostod a minimum of 0.82, tho average is about bporcent higher thnn
MIOU5. (Sco roforonce 9.)
strength to tho tensilo yi~ld ranged from a -hum of 0.g9 to being O.Wj. lkie avorago valuo tho value of 0.g2publis!!od in